Станок для облицовывания кромок мебельных деталей WoodTec EdgeMatic 624-2PUR PRO
Цена по запросу
Два клеевых узла: PUR - станция + ЕVA
Пневмо-перенастройка на 4 толщины кромки
Двухмоторная обкатка узлов
Радиусная и плоская цикли

69 200 USD
НАЗНАЧЕНИЕ:
Предназначен для высокоскоростного облицовывания прямолинейных кромок мебельных щитов и заготовок натуральным полосовым и синтетическим рулонным материалом с автоматической перенастройкой на толщину кромки. Отличительная особенность – на станке установлены два клеенаносящих узла: под полиуретановый клей и под клей расплав.
Такое решение позволяет отказаться от использования универсального узла со сменными клеевыми ваннами, тем самым экономя время на перенастройке станка с одного типа клея на другой. А также избежать необходимости постоянной промывки ванны с ПУР клеем и, соответственно, связанных с этим потерь дорогостоящего полиуретанового клея.
СХЕМЫ ОБРАБОТКИ:


ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ:
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:

|
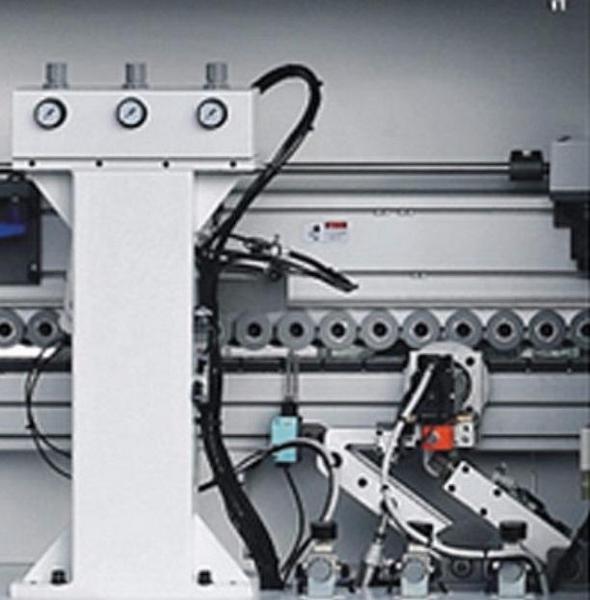
ПАНЕЛЬ УПРАВЛЕНИЯ Управление осуществляется с помощью пульта с монитором «Touch Screen». Экран дисплея отображает настройки и рабочие параметры: температуру клея, индикацию работы узлов станка. Простое и понятное включение всех узлов. В случае неисправности на дисплее появляется описание неисправности. При необходимости настройки можно перепрограммировать и перенастроить узлы чистового снятия свесов и радиусной цикли, включение в работу которых управляется с этого пульта. |

|
ПОДАЮЩАЯ ЛИНЕЙКА Служит направляющей для деталей и задает геометрию перемещения. Линейка перемещается не перпендикулярно относительно оси движения заготовки, а под углом 30°. Это гарантирует отсутствие ее поперечное смещение даже если заготовки будут устанавливаться с ударом об линейку. Следует отметить, что сама линейка установлена на трапецевидных направляющих с системой смазки. |

|
БЛОКИРОВКА ПОДАЧИ Блокируется подача детали на входе в станок при недопустимом расстоянии между заготовками. Блокировка срабатывает автоматически, предохраняя от повреждения агрегаты. |
|
ПОДАЧА РАЗДЕЛЯЮЩЕЙ ЖИДКОСТИ Узел подачи разделяющей жидкости, расположен перед узлом предварительного фрезерования торца заготовки и предназначен предотвратить налипания клея на поверхность панели. 2 форсунки одновременно наносят жидкость сверху и снизу заготовки. Регулировка подачи необходимого количества жидкости. Улучшает обработку детали на последующих узлах. |

|
УЗЕЛ ПРЕДВАРИТЕЛЬНОГО ФРЕЗЕРОВАНИЯ Для предварительной прифуговки заготовки перед приклеиванием кромки. Необходим для удаления сколов и ступеньки от подрезной пилы. Удобная вертикальная перестановка фрез обеспечивает эффективное использование режущей части инструмента. Укомплектован алмазными фрезами. |
|
КЛЕЕНАНОСЯЩИЙ УЗЕЛ Ванна с двумя шторками. Ванна полностью закрытого типа, герметичная. Снят шланг подачи – это позволяет увидеть датчик (белого цвета) контролирующий уровень заполнения ванны. Справа от ванны металлическая пластина, закрывающая ИК-лампу предварительного подогрева торца заготовки. Слева от ванны на платформе для подачи кромочного материала видна гильотина для предварительной обрезки кромки. |

|
ПУР-СТАНЦИЯ Емкость с клеем устанавливается на площадку станции, на емкость одевается устройство, позволяющее подавать в необходимом количестве клей из емкости в зависимости от сигнала датчика на клеевой ванне. |

|
КЛЕЕНАНОСЯЩИЙ УЗЕЛ Оснащен пневматическими шторками защищающими клеенаносящий вал от грязи и пыли. Шторки автоматически открываются при подаче заготовки, обеспечивая лучшее качество приклеивания кромки. |

|
ЗОНА ПРИЖИМА Оснащена главным прижимным роликом с приводом и тремя дожимными роликами позволяет прижать любую рулонную кромку и полосовой материал — рейку. С помощью цифрового счетчика регулируется ход прижима на толщину кромочного материала. Усилие пресс-группы задается пневматически, что позволяет качественно приклеить кромочный материал к детали. Если регулировка пресс-группы осуществляется механически с помощью пружины, то одного усилия на пресс-валах добиться не удастся, что приводит к частичному отклеиванию кромки. |

|
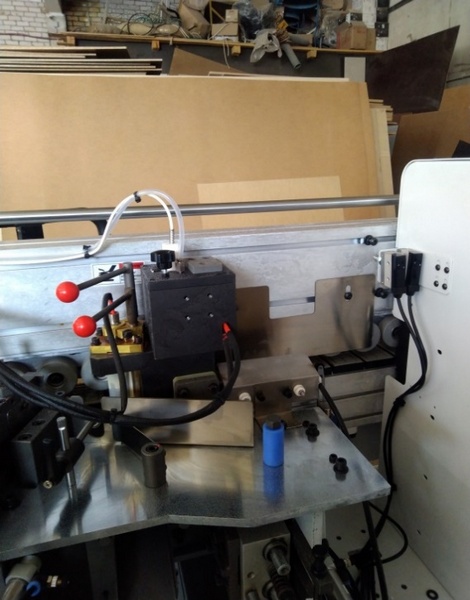
ТОРЦОВОЧНЫЙ УЗЕЛ Предназначен для торцевания переднего и заднего свесов кромочного материала с тянущим торцовочным резом, что обеспечивает высокую точность. Оснащен двумя высокочастотными электродвигателями. Перемещение пильных узлов осуществляется по специальным линейным направляющим. Исполнение узла в отдельной дополнительной стальной раме, что повышает жесткость конструкции и гарантирует точность работы на высоких скоростях. НАСТРОЙКА Удобная настройка передней и задней пилы с помощью двух ручек и выключатель подачи заготовки со стороны рабочих узлов позволяет быстро и точно настроить торцовочный узел. |

|
ОБСЛУЖИВАНИЕ Узел оснащен системой автоматической смазки направляющих. Система обеспечивает стабильную работу узла в течении всего срока эксплуатации и сводит к минимуму обслуживание оператором. |

|
2 ФРЕЗЕРНЫХ УЗЛА
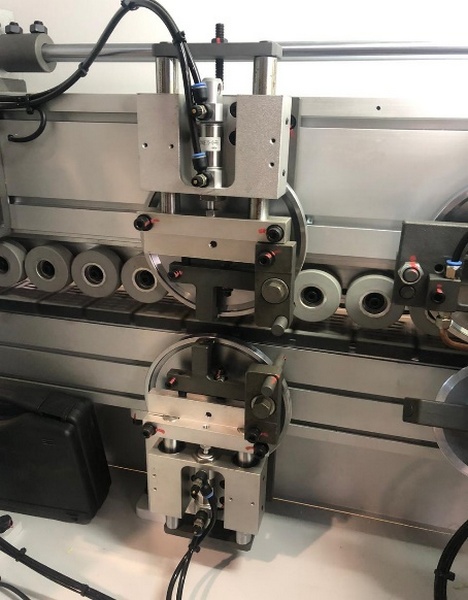
Черновой фрезерный узел:
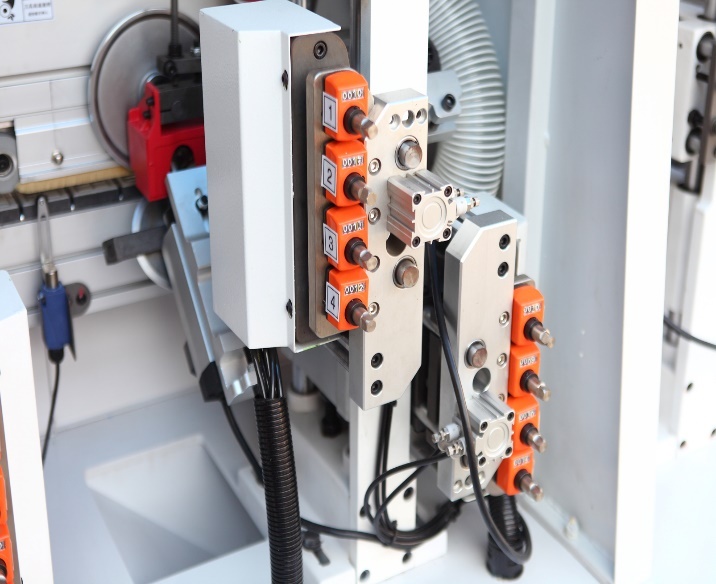
Чистовой фрезерный узел: На левом фото видны четыре механических индикатора настройки на толщину кромки, за каждым из них по одному пневмоцилиндру, управляемому с пульта для перемещения и настройки узла на необходимую толщину кромки. На фото видны настройки на толщины 0,45; 1,00; 1,50 и 2,00 мм кромки. На фрезе ножи с радиусом скругления 1,56 мм. Возможны к установке любые фрезы отечественных и европейских производителей. Система допусков-посадок отечественная, метрическая. |
|
ДВУХМОТОРНЫЙ УЗЕЛ ОБКАТКИ УГЛОВ Оснащен двумя высокочастотными электродвигателями с универсальными фрезами, которые осуществляют обработку стыков кромки и придают изделию законченный вид. |

|
УЗЕЛ РАДИУСНОЙ ЦИКЛИ Узел радиусного циклевания работает в паре с узлом чистового снятия свесов и управляется одними и теми же кнопками на пульте управления. Это обусловлено тем, чтобы оператор даже случайно не мог выставить разные настройки на толщину кромки на узле циклевания и на узле снятия свесов. Техническое решение аналогичное: один пневмоцилиндр на подачу или уборку узла в/из зоны обработки и по 4 дополнительных на настройку на толщину кромки. Также установлены механические индикаторы настройки на толщину кромочного материала. |
|
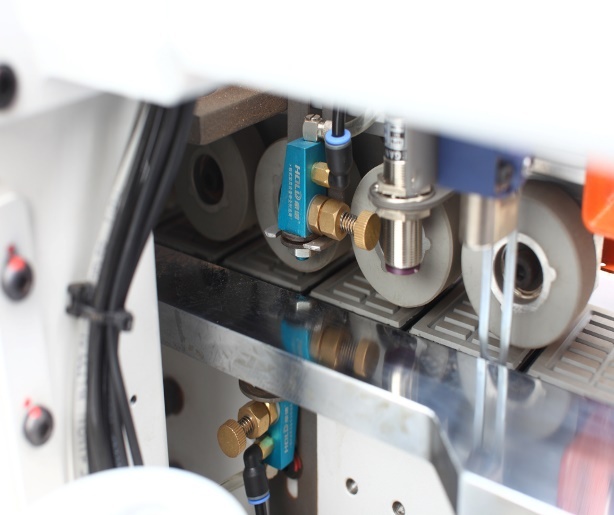
УЗЕЛ ПЛОСКОЙ ЦИКЛИ Предназначен для удаления остатков клея с клеевого соединения. С верхним и нижним копирами, которые находятся на минимальном расстоянии от края заготовки, что позволяет с высокой точностью отслеживать профиль детали. |
|
ПНЕВМО-ОТРЫВАТЕЛЬ СТРУЖКИ Служит для отрыва стружки (ворсы) которая образовывается после узла радиусной циклевки. Процесс полностью автоматический. ПОДАЧА ОЧИЩАЮЩЕЙ ЖИДКОСТИ 2 форсунки одновременно наносят жидкость сверху и снизу заготовки. Регулировка подачи необходимого количества жидкости. Улучшает качество обработанной детали и обладает антистатическим эффектом. |

|
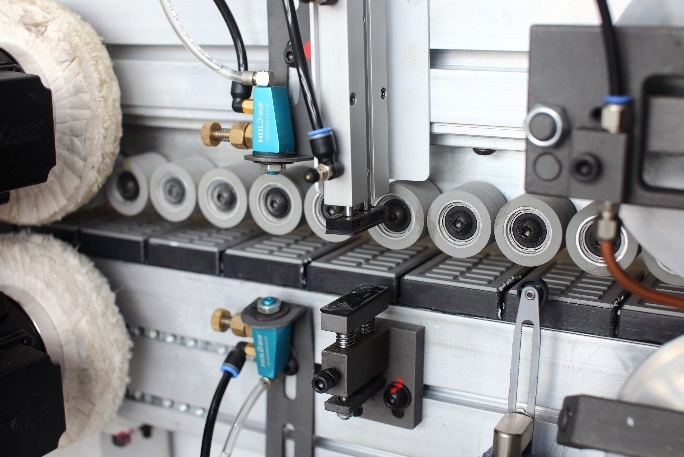
2 ПОЛИРОВАЛЬНЫХ УЗЛА Полировальный узел служит для очистки обработанной части кромки, придания ей естественного цвета и блеска. Удобная регулировка позволяет настроить на любой угол полировальные круги относительно обработанной кромки детали. В данной модели установлено два узла полировки. |

|
ПОДЪЕМ ПРИЖИМНОЙ БАЛКИ Настройка на толщину детали производится с пульта управления. На пульте задается толщина детали и прижимная балка автоматически устанавливается на заданную толщину. |

|
КОНТРОЛЛЕРЫ (ЧАСТОТНЫЕ ПРЕОБРАЗОВАТЕЛИ) Немецкого производителя Rexroth – устанавливаются для каждого узла на станке. Данное конструктивное решение позволяет в автоматическом режиме корректировать работу узлов при движении заготовки. |

|
ЭЛЕКТРИЧЕСКИЕ КОМПОНЕНТЫ Выполнены в соответствии стандартам СЕ. |
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| Толщина кромочного материала, мм | 0,4 — 3 |
| Толщина детали, мин/макс, мм | 10 / 60 |
| Размеры обрабатываемой панели (Д х Ш), мм | 150 х 100 / 150 х 150 |
| Скорость подачи, м/мин | 14 — 20 — 23 |
| Ёмкость клеевого бачка, л | 4 |
| Давление воздуха, атм | 6 — 8 |
| Общая мощность, кВт | 21 |
| Рабочее напряжение, В | 380 |
| Габаритные размеры: | |
| Длина, мм | 9400 |
| Ширина, мм | 1000 |
| Высота, мм | 1700 |
| Вес, кг | 3100 |
Кредит
Лизинг
Оставьте ваши контакты – вам перезвонит главный менеджер по продукту и ответит на все вопросы